以下是:复合耐磨钢板,Q460C钢板专注质量的产品参数
| 产品参数 |
|---|
| 产品价格 | 600/平米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1平方 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1400*3400 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 支持 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 矿山 机械 水泥 火电厂 |
|---|
在江西省新余市采买复合耐磨钢板,Q460C钢板专注质量到【多麦金属】高锰耐磨耐候钢板生产厂家,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:朱经理-13821827773,QQ:1946909636,地址:《经济技术开发区创业大厦B塔310发货到江西省 新余市 渝水区、分宜县》。 江西省,新余市 新余市,别称钢城,江西省辖地级市,长江中游城市群重要成员,位于江西省中部偏西,浙赣铁路西段,全境东西长处101.9公里,南北宽处65公里,东距省会南昌市150公里,东临樟树市、新干县,西接宜春市袁州区,南连吉安县、安福县、峡江县,北毗上高县、高安市。新余市总面积3178平方公里。
想要了解复合耐磨钢板,Q460C钢板专注质量产品的魅力?视频为你揭晓答案!
以下是:复合耐磨钢板,Q460C钢板专注质量的图文介绍


1、江西新余伪劣钢材易出现折叠,折叠是钢材表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向.2、江西新余伪劣钢材外表经常有麻面现象,麻面是由于轧槽磨损严重引起钢材表面不规则的凹凸不平的缺陷.3、江西新余伪劣钢材表面易产生结疤,原因主要是伪劣钢材材质不均匀,杂质多.其次是伪劣材厂家导卫设备简陋,容易粘钢,这些杂质轧辊后易产生结疤.4、江西新余伪劣材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹.5、江西新余伪劣钢材无金属光泽,呈淡红色或类似生铁的颜色,原因在于它的坯料是土坯并且伪劣材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标.6、江西新余伪劣钢材的内径尺寸波动较大,原因是l、江西新余钢温不稳定有阴阳面.2、江西新余钢的成分不均匀.3、江西新余由于设备简陋,地基强度低,轧机的弹跳大.会出现有同一周内内径变化较大,这样的钢筋受力不均匀易产生断裂. 各种高铬耐磨钢板钢材长度尺寸是各种钢材的基本尺寸,是指钢材的长、江西新余宽、江西新余高、江西新余直径、江西新余半径、江西新余内径、江西新余外径以及壁厚等长度,今天我们就一起看看方管的长度尺寸。1、江西新余一般以方管的外径D、江西新余内径和壁厚S的毫米( mm )数标定。2、江西新余每种方管有规定的不同尺寸,如无缝钢管外径50mm的,壁厚有 2.5 -10mm 的15种;或者说相同壁厚5mm的,外径有32 -195mm的29 种。又如焊接钢管公称口径25mm的壁厚有3.25mm的普通钢管和4mm的加厚钢管。复合耐磨钢板



管磨机中衬板复合耐磨钢板等零件直接参与粉磨作业过程,其磨损消耗量仅次于研磨体而在水泥工业中居第二位,应当争取长寿低耗,以提高综合经济效益。金属材质是首要问题。按普通规范制作的复合耐磨钢板,对于磨机衬板来说算不上优良材质,这是众所周知的。因此,磨机衬板的新材质复合耐磨钢板的研制和选择工作在国内外都有重大进展。国内近十年来至少有下列各种材质,作为磨机衬板,在生产实践中表现出较好的技术经济效果,这就是白口铸铁,高碳奥氏体锰钢,中锰球墨铸铁复合耐磨钢板。提出一种新的制造金属基粒子强化复合材料复合耐磨钢板的方法,即“喷射悬浮法”用此法铸造低铬铸铁基碳化复合材料的实验表明,碳化物粒子可较均匀的分布于基体中,复合材料的冲击韧性及抗磨性均优于其成分与复合耐磨钢板基体相同的低格铸铁。复合耐磨钢板


【多麦金属】高锰耐磨耐候钢板生产厂家拥有 江西新余耐磨500钢板销售人员和技术人才,更好的为广大用户适合自己企业的 江西新余耐磨500钢板产品,同时让用户体验无后顾之忧的服务,历经十年,我们已经成为百余家企业单位的合作伙伴。
让客户放心满意是我们的服务宗旨, 以“诚信守法、注重绩效、不断变革”为企业价值观,我们正努力实践“为顾客创造价值,为员工谋求发展,为社会承担责任”的经营理念,致力于打造江西新余可靠的 江西新余耐磨500钢板供应商。





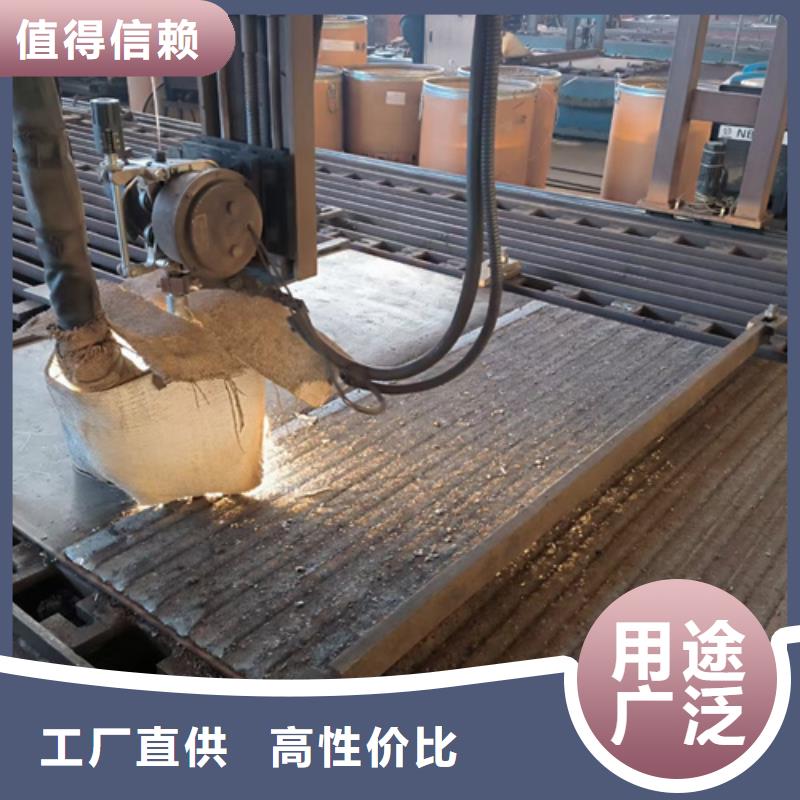
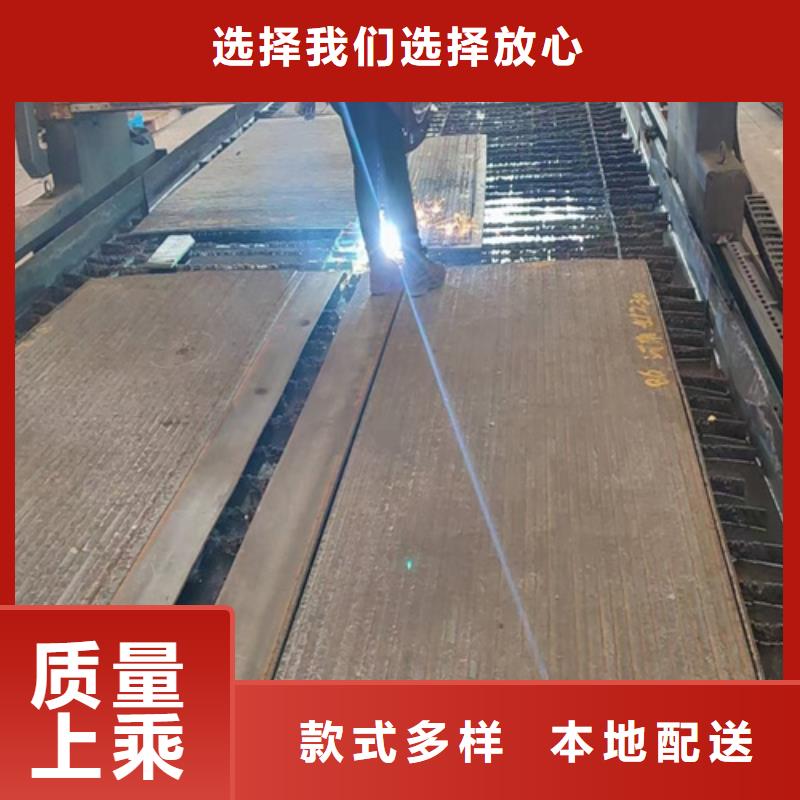
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、江西新余送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板


选购复合耐磨钢板,Q460C钢板专注质量来江西省新余市找【多麦金属】高锰耐磨耐候钢板生产厂家,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱经理-13821827773,{QQ:1946909636},地址:[经济技术开发区创业大厦B塔310]。